Discussion on Photovoltaic Module Packaging Technology in Photovoltaic Building Integration System
Abstract In order to realize the integration of photovoltaic and building, solar cell modules need to be made into sandwich products and hollow products that are directly applied to building curtain walls and roofs. At present, most of the component packaging manufacturers use conventional laminating machines to produce, which is not only inefficient, but also has poor product quality and is easily damaged. This article combines the automotive and architectural laminated glass process to discuss the packaging process of this type of components. Compared with the traditional packaging technology, the new packaging technology not only enables the solar cell components to have long lifespan, is not easily damaged, and can realize large-scale and industrialized manufacturing. , Significantly reduce the cost of photovoltaic modules. 1 Introduction As a widely distributed, inexhaustible and inexhaustible green energy source, solar energy is one of the most important energy sources for sustainable human society development. The use of solar energy, especially solar photovoltaic power generation, has received great attention worldwide. In order to achieve BIPV, PV modules are used as building envelopes such as roofs and facades, and as power sources that can generate electricity. As a result of the lower cost of power generation, less damage to the environment, and increased building functions, they are increasingly To be used, this requires us to make solar modules into sandwiches and hollow products that are applied directly to the building through curtain walls or roofing. Currently, monocrystalline wafers, polycrystalline silicon wafers, and amorphous silicon thin-film solar cells are widely used in solar photovoltaic modules. Whether it is made into multi-layer adhesive or hollow products, it is necessary to solve the process of laminating glass and glass, that is, to realize double-glass or multi-layer glass sandwich cell packaging. Laminators are commonly used in the industry for packaging, and there are defects such as low packaging efficiency, easy damage to the battery, and poor quality. The author proposes to apply the automotive laminated glass process to the solar photovoltaic packaging industry, and conducts a comparative analysis of the two processes and puts forward their own views. 2 Laminator package The laminator shown in Fig. 1 is a main device widely used in solar panel packaging. The laminator consists of an oil heater, a vacuum pump, an upper chamber, and a lower chamber. During operation, the temperature of the heating plate in the lower chamber is raised to the set temperature by the circulation of the oil heater and the hot oil pump. The assembly is placed on a heating plate and upper and lower chambers are closed to form a closed chamber. On the one hand, the assembly is heated by heat conduction. On the one hand, the vacuum pump is turned on, and the sealed chamber is in a vacuum state to extract the air of the module. After a period of time, the upper chamber starts to inflate, and the module is pressed by the rubber sheet of the upper chamber to achieve the purpose of pressurizing the module. After the heat preservation and pressure maintaining stage, the photovoltaic module can be molded and removed. 3 Vacuum preload, pressure cooker final pressure package The process realizes the molding of laminated glass by two steps: pre-pressing and final pressing. After the assembly is covered with a vacuum ring, the vacuum pump is turned on, and the residual gas trapped between the two glass plates is extracted, and the air is extracted at room temperature for 20 minutes; then the heating is performed. The air was pumped until the temperature reached 110-120°C, and the pre-pressing process was completed after a certain period of time. The final pressure using the pressure cooker equipment is shown in Figure 2. The pre-pressed components are loaded into the autoclave, sent to the autoclave, and the autoclave is closed. The final pressure process is completed in three stages: heating, pressurizing, heat preservation and pressure keeping, and cooling down. 4 Comparison of the two processes From the working process of the two, the difference is shown in Table 1. The process curves of the two are shown in Figure 3 and Figure 4, respectively. As can be seen from Figs. 3 and 4, firstly, the laminator is formed in one step, the single chip takes a short time, the whole working process is in a vacuum environment, and the formation of air bubbles inside the module can be effectively prevented; secondly, since the module is exposed to high temperatures from the beginning Environment, it is easy to form premature sealing of the PVB, the glass warps around in this environment, the uneven pressure of the airbag is also easy to cause partial unmelted and damaged components; Third, the device has no cooling system, after molding The components are directly removed under high pressure and pressure, and the four corners of the module are easily cracked to form edge bubbles. The pre-pressure+final pressure process adopts two-step molding. The single-sheet consumption takes a long time. The air extraction for the pre-pressing process is strictly required. Although this stage is divided into normal-temperature air extraction and heated air extraction, premature sealing of PVB can be avoided, but if the process is If the middle vacuum ring leaks, the fit of the upper and lower glass is not good, and the assembly will not achieve the pre-compression effect. The final pressure will cause defects such as air bubbles inside the module. For the pressure cooker, we can control the relationship between the pressure time, pressure release time and temperature parameters very well, thus creating the conditions for the production of high-quality plastic components. 5 Manufacturing costs Analyze the laminators commonly used in domestic PV module packaging companies in Table 2. In accordance with the 85W per PV module, the double glass encapsulant is 1300mm x 1100mm. The standard laminator can only place one component at a time, and the automatic laminator can place up to 3 components at a time, at least each time. It took 40 minutes to form, from which it can be estimated that the maximum output per class was: 12 blocks and 36 blocks. According to the above parameters, I chose the following equipment to use pre-pressing and final pressure process to produce double-glass laminated PV modules (see Table 3). According to the same PV module, each piece of 85W, size 1300mm×1100mm double glass laminated plastic package, simple pre-press machine into 15 each time, each class can be made 5 times, that is, pre-press production of 75 pieces once into the pressure cooker The pressure cooker cycle time is about 120 minutes. So the average output of each shift is 75 blocks. If the use of continuous prepress machine per shift production will be greatly improved. According to the characteristics of the equipment: the laminator needs to maintain the heating state and the vacuum system operating state at all times, and the simple pre-press and the gas pressure autoclave are in an intermittent working state, in particular, the pressure cooker only needs to be opened once per shift according to the above output. On the surface, the installed power of the latter is large, but the actual power consumption of each photovoltaic module is about 40% of the former. There is no big difference between the requirements for the number of people. The advantages of the latter in terms of manufacturing costs are self-evident. 6 Development Trends of Photovoltaic Building Integrated Photovoltaic Modules and Requirements for Packaging Technology Due to the high photoelectric conversion efficiency of crystalline silicon solar cells, the environment-friendly, non-toxic and non-polluting, and the mature and stable technology, crystalline silicon solar cells are currently used in solar cells. However, crystalline silicon solar cells have encountered serious challenges from raw materials. The sharp rise in cost has limited the rapid development of crystalline silicon solar cells and runs counter to the ultimate goal of what people expect from solar cells to enter into millions of households. Amorphous silicon thin-film batteries are made from inexpensive glass substrates, and their cost-effectiveness and low-light performance will surely be greatly improved. Internationally, amorphous silicon solar cell manufacturers have formulated expansion plans. The development momentum of China's amorphous silicon solar cells is on the rise. See Figure 5. As the amorphous silicon thin-film battery is similar to the Low-E glass, it is more convenient to be made into multi-layer laminated glass, or the insulating glass is further made into an insulating glass first. This brings convenience for the promotion and application of building photovoltaic integration. In order to realize the photovoltaic roof structure and the photovoltaic curtain wall structure, the components of the photovoltaic module are required to have large external dimensions, good appearance quality, high safety performance, and high production efficiency, and these requirements are very difficult to encapsulate with the laminator process. Adding the final pressure packaging process is easy to achieve. 7 Conclusion (1) Applying the production technology of automobiles and building laminated glass to the packaging technology of photovoltaic building integrated photovoltaic modules will certainly promote the rapid development of the BIPV industry. However, due to the special nature of the industry, it is not possible to copy and copy necessary, and necessary improvements must be made to related equipment to optimize related processes. (2) According to relevant information, Linyang New Energy Co., Ltd. introduced a BIPV photovoltaic glass production line from GT Solar in the United States in mid-2006. There are only two lines in the world and the other is in the United Kingdom. The main equipment of the production line still uses a laminator shown in Figure 6, which is expensive. The authors have already invested in the production of BIPV PV modules through the process of pre-compression and final pressure. They have achieved high product qualification rates and better product quality. The promotion in this industry can save the country a lot of foreign exchange, which is of great significance. (3) China is a country with large energy consumption. The building energy consumption is about 500 million tons of standard coal per year, which accounts for 27% of the total energy consumption of the entire society. It grows at an annual rate of 5.84% or more, which greatly exceeds the national energy production. Growth. In the building energy consumption, the energy consumption caused by the glass doors and windows accounted for about 40% of the total energy consumption of the building, among which the glass loss accounted for 75% of the doors and windows. Improving the energy-saving performance of glass has become the key to building energy efficiency. For large and medium-sized cities with a large number of high-rise buildings, the new energy-saving revolution focuses on building energy consumption, while 30% of building energy consumption is in glass, and the negative method of glass energy saving is Low-E and hollow. The active method of glass energy saving is to make photovoltaic. Building integration, so the process is widely used in the photovoltaic industry has a very important practical significance. (Chen Zhiqiang Wuhan Rixin Technology Co., Ltd.) Smart Led Strip Lights ,Led Tape ,Waterproof Led Strip Lights ,Neon Strip Lights Ningbo Le Monde Co.,Ltd , https://www.nblemonde-lighting.com
Figure 1 Laminator 
Figure 2 Pressure kettle 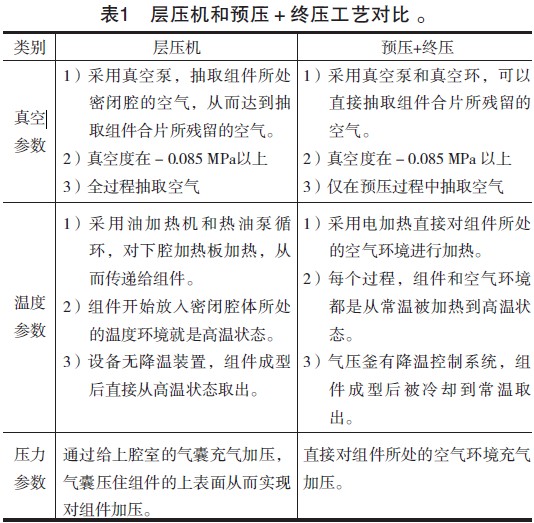
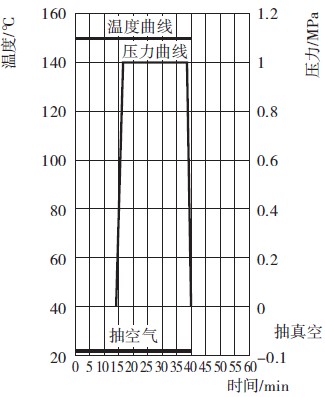
Figure 3 Laminator process parameters 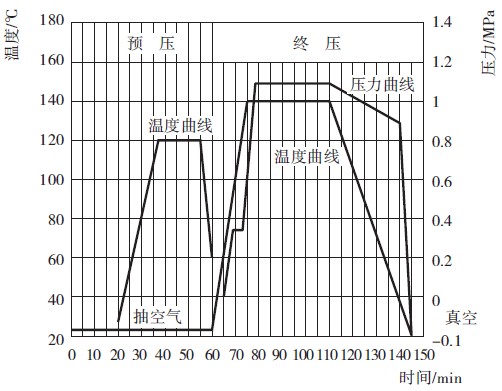
Figure 4 Pre-pressure + final pressure process parameters 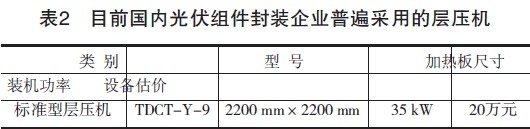

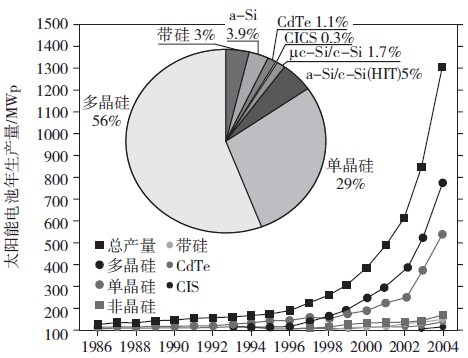
Figure 5 Annual Solar Cell Production Statistics 
Figure 6 GT Solar Laminator