Influence of TP Packaging Materials on the Performance of Photovoltaic Modules
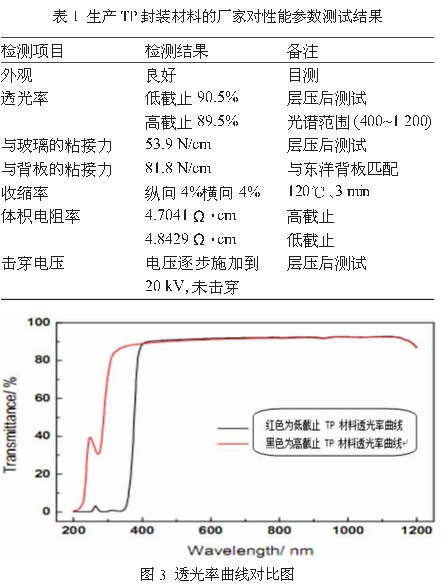
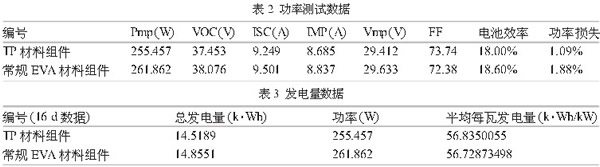
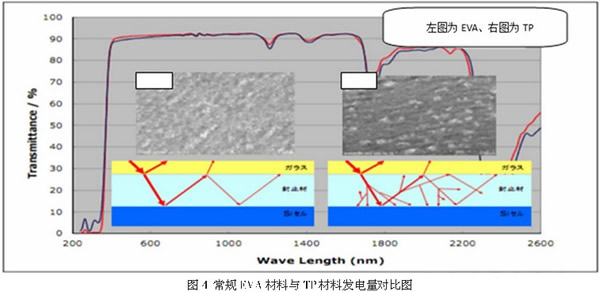
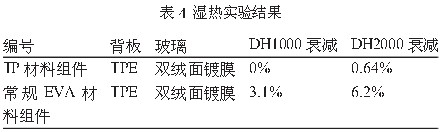
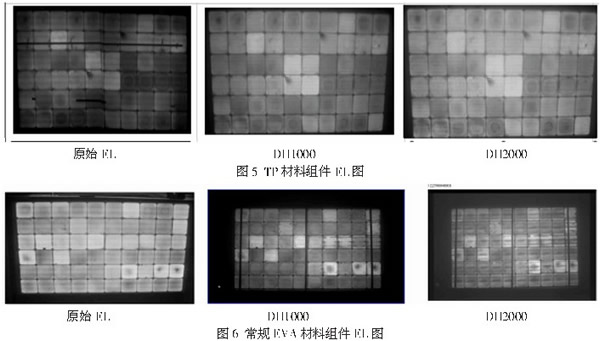
Abstract: Solar cell modules are key devices in photovoltaic power generation systems, which determine the efficiency and cost of photovoltaic power generation in the entire system. For crystalline silicon solar modules, how to improve the durability of the components and reduce the power loss due to component packaging is a research focus of the entire industry. The article focuses on how to select and use different packaging materials to reduce component packaging losses and improve component durability. At present, most of the photovoltaic modules widely used in the world are made of toughened glass, EVA, crystalline silicon solar cells, and backplanes for packaging. With the intensification of competition in the photovoltaic market, each component manufacturer will increase the output power of the battery modules per unit area and improve the durability of the modules as an important research direction. There are several ways to reduce the package loss of components: increase the light transmittance of glass and EVA; reasonably optimize the gap of the arrangement of the solar cells; increase the reflectivity of the backplane to light; reasonably optimize the length and cross-section of the ribbon and bus belt area. The following methods can be used to improve the durability of components: The use of more weather resistant backsheets, EVA/TP and other packaging materials; relatively increase the degree of cross-linking components; improve the welding quality of components. This article focuses on the effects of TP packaging materials on the packaging loss and durability of crystalline silicon solar modules. 1TP and EVA characteristics analysis and comparison TP is a polyolefin material, and its structure is shown in Figure 1. EVA is a copolymer of ethylene and vinyl acetate, and its structure is shown in Figure 2. TP and EVA performance comparison of components: 1EVA packaged into a component for a long time in the outdoor environment will release a certain amount of sour gas and water, TP packaged into a component for a long time in the outdoor environment will not release sour gas. After 2EVA is packaged as a module, under long-term high-temperature and high-humidity conditions, water vapor will continue to reach the battery surface through EVA, thus damaging the battery, and the water permeability of TP material after packaged into a module is extremely low. During the 3EVA encapsulation process, chemical reactions take place at high temperatures. EVA crosslinks under the action of crosslinkers, while the TP encapsulation process takes place without physical cross-linking. Select a manufacturer of TP packaging material performance test results shown in Table 1, the transmittance curve shown in Figure 3. There are three forms of polymer materials that change with temperature: molten, highly elastic, and glassy. The hardness of the three states is gradually strengthened. There is a melting temperature Tm at the interface between the molten state and the highly elastic state, and a glass transition temperature Tg at the interface between the high-elastic state and the glassy state. The TP material is a thermosetting polyolefin material, and the high elasticity of the material is applied after our components are packaged. (The theoretical operating temperature is between Tg and Tm.) The melting temperature of TP is Tm=60°C, and the glass transition temperature is Tg=0°C or less. N-type components can easily reach above 60°C when working outdoors. Therefore, there is a partial melting of the TP temperature when there are hot spots in some of the components of the module. When the temperature decreases, the TP will recrystallize. The degree of crystallinity directly affects the light transmittance of the material and therefore affects the output power of the module. It is assumed that the crystallinity of TP under normal conditions is 60° C. The module cools rapidly after the completion of the lamination, so that the crystal grains after the TP crystallizes. Very large, the crystallinity may be 58 °C, so that the package loss will be very small when the component is tested; at the same time, when the material is re-melted, the re-crystallized light transmittance will be different due to the different cooling rates. In summary, the slow cooling speed of the TP material assembly in the outdoor environment causes the light transmittance of the material to decrease and the light attenuation to be large. Therefore, whether the TP material package assembly will affect the power generation and aging performance of the later components still needs further verification. 2 experimental section Single crystal N-type cells were selected for the test. Before the test, the same equipment was used to concentrate on the sorting test of the battery (the conversion efficiency of the TP material matched to the cell was 18%, and that of the conventional EVA material matched to the cell was 18.6%). The other materials used in the tests are selected from the same manufacturer, specifications and batch materials. When the components are manufactured, the same machine and process are selected for welding, laying, laminating and other equipment. For component power testing, select the same tester to test the two component samples at the same time. The above experimental arrangement eliminates changes in the output power of the components caused by differences in equipment, processes, and other materials. The above components are installed on the same powerhouse bracket, and the two brackets are subject to the same light conditions, and the power generation of the two components is observed and compared. At the same time, the above two materials components were selected for comparison with the damp heat test (double 85), and the power attenuation of the components after the damp heat test was observed. 3 experimental results and discussion According to the power test data (Table 2) and the actual power generation data (Table 3) of the collected experimental sample components, the analysis is as follows. From the 16d comprehensive data, it can be concluded that the average power generation per watt of the TP material assembly is slightly higher than that of the conventional EVA material assembly. The reason for the analysis may be related to the characteristics of the TP material itself in the sunlight obliquely entering the assembly, as shown in Fig. 4 As shown. According to the above, the TP material packaged components will not be lower than conventional EVA material components in terms of power generation. The hygrothermal test results are shown in Table 4. The TP material assembly EL diagram is shown in FIG. 5, and the conventional EVA material assembly L diagram is shown in FIG. 6. 4 Conclusion 1 As can be seen from the experimental data, the TP material package assembly will not be lower than the conventional EVA material package components in reducing power loss and actual power generation. 2 Experimental data proves that TP material package components perform better in damp heat experiments than conventional EVA material packages. In summary, the TP material package assembly has certain advantages in terms of output power and improved component durability relative to conventional EVA material package components, and it is feasible in actual production. (Li Chao Yingli Green Energy Holdings Co., Ltd.) PLC synchronous jacking system Plc Synchronous Jacking System,Synchronous Jacking System,Synchronized Lifting Jacks,Synchronized Hydraulic Jacking Systems Taizhou Juhuan Lifting Protection Equipment Co., Ltd , https://www.jsjoba.com