Cone boring design with detection function
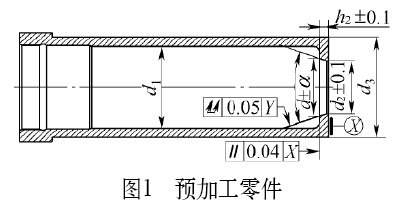
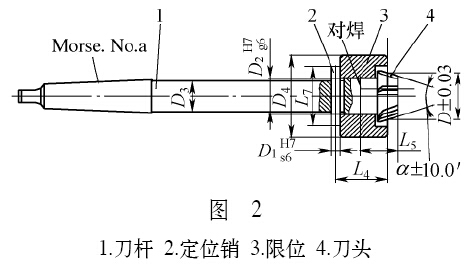
1. Introduction to cone boring The inner conical surface (ie, the conical hole) is difficult to process. Because of its difficulties in detection, chip removal and cooling, the most difficult factor to determine is the feed of the cutter head. It depends on the experience of the worker and repeated adjustments. Therefore, the quality stability is poor and the processing efficiency is low. The usual method is to use CNC machine tools, and the cone surface is detected by taper plug gauge coloring. Due to the different production equipment on the spot and the different shapes of the parts, the taper plug gauge coloring method is often limited. As shown in Figure 1, the tapered hole is processed on the ordinary machine tool for the deep hole parts. Currently, the taper plug gauge is used for coloring. It is impossible to detect the taper angle and dimensional accuracy. This design mainly provides a device integrating machining and inspection--cone boring drill (see Figure 2), which can not only process the taper angle of the part, but also can detect the taper angle, size and shape of the conical hole synchronously after processing. Position tolerance and surface roughness value. 2. Design technical solutions The overall structure of the design: mainly composed of a cutter bar 1, a positioning pin 2, a limit block 3 and a cutter head 4. The positioning pin 2 is mounted on the cutter bar 1 (the shank portion of the cutter bar 1 is a Morse taper shank, which is made of 45 carbon steel, which is reliable and accurate, fast loading and unloading), and has an interference fit with the cutter bar 1 H7/s6, The center line is 90° to the center line of the tool bar to prevent the positioning pin 2 from flying out and to ensure accurate positioning of the parts. The limit block 3 is made of ordinary carbon steel and is mounted on the tool holder 1 and is matched with the tool holder 1 with H7/ G6, can slide freely on the arbor 1 to play the positioning role of the machining part; the cutter head 4 is fixed at the right end of the shank 1, which is a welding body composed of high-speed steel or cemented carbide and carbon steel, which bears the cutting of the cone boring drill. task. When pre-machining the inner conical surface of a deep hole type part, the cone boring drill is mounted on a common machine tool, the shank is loaded into the lathe, installed in the tailstock hole of the machine tool, and the drilling machine is installed in the spindle hole. When the lower end surface of the limiting block 3 hits the bottom surface of the deep hole during cutting, the limiting block 3 moves to the opposite direction of the spindle feeding. When the limiting block hits the positioning pin 2, the limiting block 4 stops moving to remove the cone of the part. The work of machining allowance is stopped accordingly. When the upper end surface hits the positioning pin 2, the positioning pin 2 and the bottom surface of the deep hole together limit the movement of the limiting block 3. At this time, because the action of the limiting block 4, the cutting head cannot continue to advance, so the cone is uniquely determined. The maximum opening diameter d of the hole also synchronously solves the processing and detection of the tapered hole, thereby achieving the design requirements of the inner conical surface angle and size of the part. Figure 1 is a pre-machined part drawing of the machined part. The design drawing is required to ensure that the inner cone angle α is in the range of 0° to 180°, the diameter is d±0.1mm, and the diameter is d2±0.1mm. Higher dimensional tolerances and surface quality requirements have been proposed. In order to ensure the design requirements, the traditional processing method is: the need to order the boring tool and design tooling required for CNC machine tools to ensure processing. Moreover, the detection of the inner conical surface is usually detected by designing a taper gauge. However, the parts shown in Figure 1 are deep-hole parts and cannot be detected with a taper gauge. 3. Technical advantages This design solves the problem of difficult machining of the inner conical surface and also solves the detection problem. It has the following advantages over the prior art: (1) The structure is simple and the design is novel. In the working process, the gear positioning mechanism is skillfully added, so that the workpiece realizes automatic positioning and synchronous detection during the processing, which reduces the human factor and makes the quality more stable. (2) Small size, light weight and convenient operation. The handle adopts the commonly used Morse taper shank, which is reliable and accurate, and easy to operate. During the whole operation, the workers can carry out loading and unloading with only two hands, without complicated lifting and loading and unloading. (3) The detection accuracy is high. With a dimensional tolerance of 0.2mm, it is especially suitable for the machining of conical surfaces in deep-hole parts that are difficult to control and cannot be detected. (4) Simple production, low production cost, and easy to promote. The tool holder and the cutter head use different materials. The cutting part of the cutter body is made of common high-speed steel or hard alloy material, and the quenching hardness is 60-64HRC. The auxiliary part can be realized by quenching and tempering with 45-carbon steel, which greatly reduces the cost. For easy promotion. Stainless Steel Bathroom Basket
Bathroom Basket,bathroom rack,bathroom holder,hanging basket,stainless steel basket,etc. Let your bathroom become more simple and upscale!Applicable to families, hotels, home stay and other places to use.
304 stainless steel never rust, will easy to clear, it's also very durable!
we are 13 year factory, we had big engineer team, and strong production line, can give you good serve and quanlity. Welcome to cooperation!
Bathroom Holder,Hanging Basket,Stainless Steel Wire Basket,Bathroom Wall Basket,Bathroom Hanging Basket Shenzhen Lanejoy Technology Co.,LTD , https://www.brassinsert.net