Development direction of coatings and coatings for construction machinery
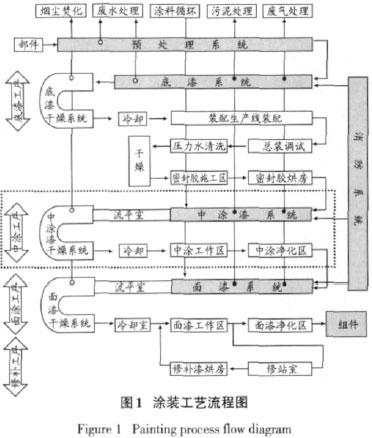
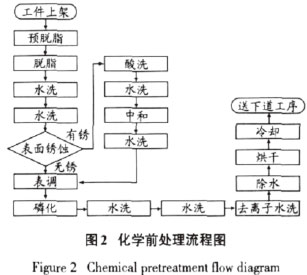
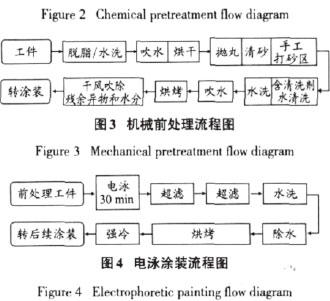
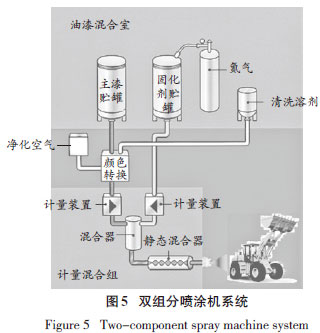
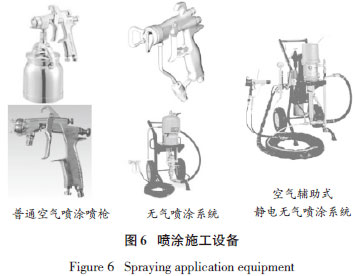
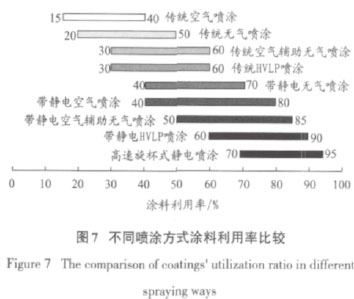
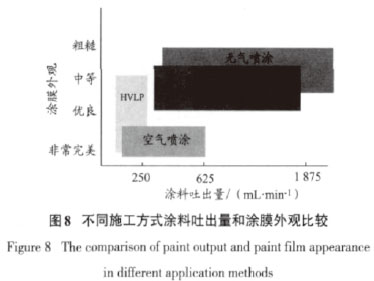
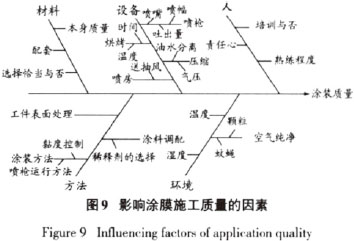
Yu Shaotang Lili Industrial (Shanghai) Coating Co., Ltd., 201818 Abstract: This paper introduces the development history of coatings and coatings for engineering machinery, the development and progress of coating and coating application technology, and the technical development and progress of coating management. Factors affecting the quality of the coating construction were discussed. Key words: engineering machinery; coating; painting; development direction CLC number: TQ639 Document code: A Article ID: 1009-1696 (2010) 02-0037-05 0 Preface The reasons for the concern of coatings and coatings for construction machinery: First, users pay more attention to the quality of engineering machinery coating; second, engineering machinery manufacturers themselves improve product quality, increase per capita output value, and benefit And the needs of its own development; third, the competitive pressure caused by the improvement of painting quality in the same industry; Fourth, industrial development policies and regulations. Coatings and coating technology develop around 5E: excellence of performance; ease of application; economics; energy saving; and low ecological risk. Coatings and coatings for construction machinery are also constantly pursuing higher productivity, efficiency, quality, and less material and energy consumption from materials, processes, equipment, etc., to reduce emissions to three wastes. Improving the corrosion resistance of engineering machinery coatings and the adaptability under various environmental and climatic conditions, reducing the curing temperature of coatings, reducing costs and improving quality will continue to be the main direction of research in the field of engineering machinery coatings. 1 Development history of coatings and coatings for construction machinery 1.1 first stage Coating variety and coating design: primers such as phenolic, alkyd, epoxy ester; phenolic or alkyd blending paint, alkyd enamel and other topcoats; coating thickness is not controlled or not strictly controlled. Surface treatment: using manual or power tools (grinding wheel or wire wheel) to polish and rust, a few companies use shot blasting or sand blasting, and three-in-one (ie degreasing, descaling, passivation) process, hand-wipe. Coating process and equipment: Roller or air spray is the main construction method. There is no special spray booth and fixed spray paint site, which can be painted outdoors or other process sites. Quality Management: Coating quality is not controlled as an important quality component. 1.2 second stage Coating variety and coating design: primers such as perchloroethylene, epoxy ester and modified alkyd; topcoats such as acrylic and alkyd; the coating thickness is controlled at 80~120μm. Surface treatment: The thick steel plate is treated by sand blasting or shot blasting, and is mainly operated by hand. Thin steel plate tank immersion degreasing, derusting, phosphating. Painting process and equipment: Roller brush or air spray is the main construction method. There is no special spray booth, some have no fixed spray booth, and are painted in outdoor or other process places. Quality Management: There are some controls, but not comprehensive, not equipped with professional painting engineers. 1.3 third stage Coating variety and coating design: epoxy, polyurethane and other primers; modified alkyd, polyurethane and other topcoats; coating thickness controlled at 80 ~ 150μm. Surface treatment: The thick steel plate is treated by sand blasting or shot blasting, which is mainly operated by manual operation, and some enterprises adopt automatic processing. The thin steel plate begins to use the spray method and the assembly line. Painting process and equipment: began to use airless spraying equipment construction, with a special spray booth, some equipped with a fixed paint booth; individual components began to use the flow of water to paint. Quality management: Pay more attention to painting quality control, there are some inspection and control methods, but not comprehensive. 1.4 fourth stage Coating variety and coating design: thick film epoxy, polyurethane, zinc-rich primer, individual components using electrophoretic primer; export products, seaside products or products requiring longer anti-corrosion life (more than 5 years) Epoxy-based intermediate paint; high-solids acrylic polyurethane topcoat (aliphatic); depending on the market and engineering machinery use environment, different coating design, generally required to design coating thickness ≥120μm, higher requirements design coating Thickness ≥ 160 μm. Surface treatment: the structural parts are fully automatic shot blasting for surface treatment and assembly line operation; the thin plate parts are pre-treated by degreasing and phosphating process, and the assembly line is operated. Coating process and equipment: Start with electrostatic spraying, assist with airless spraying (with static electricity and no static electricity), and have a special spray booth and baking booth. Almost all components perform a complete coating line from pre-treatment to assembly. Quality management: attaches great importance to the control of painting quality, equipped with professional coating engineers and inspectors, complete testing instruments and strict quality management. 1.5 fifth stage This is the stage of improvement and improvement of engineering machinery coating and coating application technology. Coating requirements: Environmentally friendly coatings (low VOC coatings: Waterborne coatings, high solids coatings, powder coatings, excluding heavy metals. Construction equipment: electrophoretic coating equipment, electrostatic spraying equipment, robot spraying, etc. Construction process: large-scale, assembly line, high degree of automation, industrialization. Environmental conditions: The coating environment meets the requirements of constant temperature, constant humidity and clean air (air dust content control). Drying method: hot air circulation, infrared drying. Control and treatment of environmental pollution factors: control and treatment of waste gas, waste water, waste residue and noise pollution generated by the coating production line. 2 Development and progress of coatings and coating technology for engineering machinery 2.1 Development and progress of coating technology Usually, every coating will have volatile organic compounds (VOCs) or other dangerous air pollutants (HAPs) when it is applied, which will cause certain damage to the human body. When these VOCs are released into the atmosphere, they will produce a certain photoelectric reaction, which will have a certain destructive effect on the ozone layer, leading to skin cancer, cataracts, and weakening the immune system. Therefore, reducing the VOC content of the coating itself and controlling the emission of VOC during the coating process has become the subject of coating development. To reduce VOC emissions, the following four environmentally friendly coatings should be used: High solids coatings: can replace traditional solvent-based coatings and gradually move toward solvent-free coatings. This type of coating contains more solids at the same construction viscosity than conventional solvent-based coatings, and the solvent content is reduced accordingly. The solids content of the coating increases, covering more surface area than conventional coatings, thus reducing the amount of coating required while also reducing VOC content. Waterborne coating: It is a water-based solvent or dispersant that reduces the risk of fire, lower toxicity, and reduces VOC emissions during coating. Restrictions on the use of water-based paints: Pre-treatment requirements on the surface of the workpiece are high; the temperature and humidity are strictly controlled during the drying process; stainless steel equipment is required; when using static equipment, the power supply should be grounded to reduce the disaster caused by sudden voltage changes. Powder coating: It has little environmental pollution and has good corrosion resistance, decoration and weather resistance. It consists of dry paint particles with a VOC content <4%. These coating particles are electrostatically adsorbed onto the surface of the workpiece and baked to form a continuous film. Powder coatings have been used in the construction machinery industry and the technology is mature. UV and electron beam curing coatings: It consists mainly of low molecular weight polymers, which are irradiated by ultraviolet (UV) or electron beam (EB) to produce radiation polymerization, radiation crosslinking and radiation grafting. The low relative molecular mass material is converted to a high relative molecular mass product. Curing is carried out directly on the unheated substrate. The system contains no solvent or a very small amount of solvent. After irradiation, the coating film is almost 100% cured and the VOC emissions are very low. It has been widely used in the coating of wood and plastic parts, but its application on metal parts is limited due to performance reasons. 2.2 Technical development and progress of coating process and equipment 2.2.1 Painting process The painting process flow chart is shown in Figure 1. The content of the dotted line in the figure is selected according to actual needs. Coating production line requirements: coating production line with compact structure, safety and reliability, high efficiency, low noise, low energy consumption, low maintenance requirements and long service life, and coated with qualified coating production line, which is excellent, qualified, meets anti-corrosion and decoration requirements. Coating; painting construction adopts component coating construction mode, assembly line operation, avoiding “island†coating operation; pretreatment system covers degreasing phosphating and shot blasting; primer system covers electrophoretic coating and spraying construction. Pre-chemical treatment: The oxide scale existing on the surface of the workpiece will promote the corrosion of the steel as the anode, so that the corrosion will penetrate into the interior of the steel. After a long time, the paint will fall off due to the thickening and expansion of the scale; the presence of rust will Accelerate the further corrosion of steel parts; oil and dust will affect the combination of paint and steel, affecting the uniformity, compactness and gloss of the coating; the electrode potential of the welding residue is different from that of steel, which is easy to cause corrosion of steel parts; If the roughness of the surface of the workpiece is increased, the contact area between the coating film and the steel member is increased, and the adhesion of the coating film is improved, so the surface of the workpiece should be pretreated. The chemical pretreatment process is shown in Figure 2. The mechanical pre-treatment process of the workpiece is shown in Figure 3. The electrophoretic coating process (for thin plates and small parts) is shown in Figure 4. 2.2.2 Painting construction equipment Two-component sprayer: The two-component sprayer system (Figure 5) stores the primary paint and curing agent to be stored in separate tanks. The main paint is adjusted with a thinner to adjust the viscosity, and the curing agent storage tank is filled with nitrogen protection (not required for the epoxy curing agent), and the two are respectively metered by the flow meter, and mixed and sprayed on the equipment at a fixed ratio to completely avoid excessive storage of the mixture. Loss. Other spray equipment includes common air spray guns, airless spray systems and electrostatic airless spray systems, see Figure 6. 2.2.3 Coating construction method After the workpiece is surface treated, one to several layers of paint are applied. The first coating provides resistance to corrosion and fills the surface of the workpiece and provides a bond to the upper coating. The interface, while the uppermost coating determines the color of the workpiece. Dip coating: It is a coating method in which the workpiece is immersed in the paint and then taken out, the excess paint on the surface is naturally dripped, the excess paint is removed, and the coating is dried to achieve the purpose of coating. When the immersion is completed, the workpiece can be handled by hanging or tray, and excess paint droplets are returned to the bath to achieve the recycling effect. This coating method is suitable for small hardware parts, steel pipe racks, sheets and equipment with complicated structure or electrical insulation materials. It adopts the method of dip coating, saves labor and materials, has high production efficiency, and is easy to operate and operate. It can be continuously produced with mechanized and automated production, and is most suitable for mass production of single varieties. However, in this way, it is necessary to pay attention to controlling the circulation, filtration, temperature and viscosity of the coating liquid. The painted part should not be too large, and there should be no concave surface of the paint liquid. Airless spray: It pressurizes the liquid paint, pumps the liquid paint to the spray gun at a pressure of about 1500~3000 psi, and then sprays it through the nozzle to achieve the coating effect. The advantage of this type of construction is that it can effectively coat the coating onto a large surface of the workpiece. There are three disadvantages: first, the high fluid pressure will cause the paint to reflow; secondly, the nozzle tip wears more seriously; third, the pump has a short service life. Air-assisted airless spray: It combines the advantages of both methods. At a pressure of about 800 to 1000 psi, the auxiliary air allows the paint to be sprayed at a higher pressure to atomize well. This method reduces the pressure of the airflow and reduces the influence of the turbulent surface caused by the phenomenon of suppressing the backflow of the paint; the use of the electrostatic spray gun can further improve the production efficiency and reduce the loss of the paint, and the edge and the acute angle can also be sprayed relatively more. coating. High Capacity Low Pressure Spray (HVLP): It uses a high discharge volume with low air pressure. The air pressure used by the HVLP is roughly between 4 and 6 psi. The air is atomized through the atomizing hole, and the temperature of the coating increases during the atomization process, and the viscosity of the coating decreases. The advantages of this type of spraying equipment: to improve the conversion efficiency; less paint liquid required for coating on the workpiece; reduce paint mist; hot air generated by the turbine makes the paint less viscous. Disadvantages: high cost; strong technical operation, difficult to master the operator. In foreign countries, HVLP construction equipment with static electricity has been used in many parts of many fields, and the utilization rate of paint is about 80%. The comparison of coating utilization rates for different spray application methods is shown in Figure 7. The comparison of the amount of paint discharged and the appearance of the coating film in different construction methods is shown in Fig. 8. 2.2.4 Coating Package Differentiated coatings and coating conditions: Different requirements for coatings of various parts of engineering machinery can distinguish the requirements of different types of mechanical equipment and equipment use environment, as well as the performance requirements and use environment of different parts of the equipment itself, and carry out matching of different coatings. . If the bottom-in-one coating system is used, the coating process is simplified. 2.3 Technology development and progress of painting management Management is to continuously optimize the control methods of production capacity, quality, cost, efficiency, etc., in order to achieve the best results. 2.3.1 Excellent production management mode Take "Toyota" lean production management model as an example: "just in time", that is, provide the products and services required by customers with perfect quality according to the required quantity only when needed. Combine human factors to optimize the coating production line and assembly line operations. Eliminate ineffective labor and waste, zero inventory, zero defective products, zero waste, zero defects, production batch is a product, 100% on time delivery service. The basic idea is: continual improvement; total quality control; employee involvement; and mini misestock. Do not accept unqualified products; do not manufacture unqualified products; do not pass unqualified products. 2.3.2 Construction management content of painting production line Determination of safety: confirmation of safety-related laws and regulations; understanding and implementation of paint marking; inspection of operator equipment (clothing, helmets, protective masks, protective gloves, etc.); protective equipment (belts, safety equipment, etc.) Inspection; work site, construction equipment (lighting, ventilation facilities) check; completely prohibited fireworks. Control of environmental conditions: ambient temperature 5~35 °C; relative humidity 85% or less. Confirmation of the coating work instructions: Confirmation of the substrate processing, the name of the coating, the location of the coating, and the number of coatings. Inspection of substrate processing: confirmation of implementation methods (agents, power tools, hand tools, etc.); confirmation of implementation level (standard comparison of SIS - for sandblasting of workpieces); post-treatment, cleaning inspection; surface temperature is higher than The dew point temperature is above 3 °C. Paint adjustment: paint name, diluent name, dilution rate, hue confirmation; mix to a uniform state, to fully stir; two-component paint to confirm the ratio, curing time, usable time. Management of painting: selection of painting methods (brushing, roller coating, spraying, etc.); inspection of uniform film thickness, exposure to the bottom, hair smearing, sag, etc.; Inspection of coating amount (coating amount, coating area, coating film thickness, etc.); Inspection of the number of paintings, drying time, and coating interval; filling and keeping of the daily report. Inspection of coating film after painting: inspection of appearance; manual repair of defective parts; measurement of film thickness of dry film; maintenance of film maintenance time (20 ° C, 3d). 2.3.3 Factors affecting the quality of coating film construction The factors affecting the quality of film coating construction are shown in Figure 9. Concerned about surprises Label: Coating design Airless spraying Relative molecular mass Coating production line Painting process Previous: Application of polyurea elastomer coating in seawater desalination project Next: Seven points to solve the problem of maintenance and use of electronic weighing instrument UVC lamp 253.7nm, different type. quartz material . Uvc Lamp,Uv Germicidal Bulb,Uv Germicidal Lamp,Uvc Tube Changxing leboom lighting product CO.Ltd. , https://www.leboomuvd.com