Development and application of superhard material tools
magic Drawing Board, glow in the dark drawing board, glow doodle board Flourescent Drawing Board,Magic Drawing Board,Glow In The Dark Drawing Board,Glow Doodle Board Guangdong Jishengke Industrial Co., Ltd. , https://www.suronart.com Professor Li Zhengxin, deputy dean of School of Materials Science and Engineering, Henan University of Technology, develops tools in the late 18th century. Carbon tool steel cutters have a heat-resistant temperature of 200 ° C and a cutting speed of 6-10 m/min. The cylinder head and end face of the steam engine are processed. 1 month time. In 1861, the British first prepared alloy tool steel cutters with a heat resistance temperature of about 300 ° C and a cutting speed of 20 m / min. In 1898, Americans successfully developed high-speed steel cutters with a heat-resistant temperature of about 500 °C and a cutting speed of 30-40 m/min. The advent of high-speed steel cutters caused the first revolution in metal cutting, and new high-speed machine tools emerged. In 1925, the Germans first invented cemented carbide tools with a heat-resistant temperature of 600-800 ° C and a cutting speed of 40-200 m/min. The advent of cemented carbide tools has caused another revolution in metal cutting. In the 1930s, ceramic knives appeared, but they were not widely used. After the 1950s, they gradually developed. At present, the heat-resistant temperature reaches 1100-1400 ° C and the cutting speed is 500-1000 m/min. In the 1950s, GE Corporation of the United States first synthesized synthetic diamond and CBN. The hardness of CBN was close to that of diamond, and the heat resistant temperature reached 1400-1500 °C. Since the early 1970s, GE Corporation of the United States has successfully developed polycrystalline diamond (PCD) inserts, which have now replaced natural diamonds in many applications. Example: A carbon steel rod having a diameter of 100 mm and a length of 500 mm was processed. In 1890, it took 100 minutes to use a carbon tool steel tool. In 1910, with high speed steel tools, it took 26 minutes. Now, with a carbide tool, it takes 1.5 minutes. Now use ceramic or PCBN tools for less than 1.0 min. Tool performance hardness and wear resistance: the hardness of the tool material must be higher than the hardness of the workpiece material, generally required to be above 60HRC. The higher the hardness of the tool material, the better the wear resistance. Strength and toughness: Tool materials should have high strength and toughness to withstand cutting forces, shocks and vibrations, and prevent brittle fracture and chipping of the tool. Heat resistance: The tool material has good heat resistance, can withstand high cutting temperatures, and has good oxidation resistance. Process performance and economy: Tool materials should have good forging properties, heat treatment properties, welding properties, processing properties, etc., and pursue high performance and price ratio. CNC tools should have high reliability: CNC machining speed and automation are high, requiring high reliability of the tool. CNC tools should have high heat resistance, thermal shock resistance and good high temperature mechanical properties. The tool can be quickly replaced: the CNC tool requires good tool interchangeability, quick replacement, convenient size adjustment and reliable installation to reduce the pause time caused by changing the tool. Multi-function and compound tools: A CNC tool can complete the processing of different parts of the part, reduce the number of tool changes, save time, reduce the number of tools and inventory, and facilitate management. Comparison of tool properties of different materials
Professor Li Zhengxin, deputy dean of School of Materials Science and Engineering, Henan University of Technology, develops tools in the late 18th century. Carbon tool steel cutters have a heat-resistant temperature of 200 ° C and a cutting speed of 6-10 m/min. The cylinder head and end face of the steam engine are processed. 1 month time. In 1861, the British first prepared alloy tool steel cutters with a heat resistance temperature of about 300 ° C and a cutting speed of 20 m / min. In 1898, Americans successfully developed high-speed steel cutters with a heat-resistant temperature of about 500 °C and a cutting speed of 30-40 m/min. The advent of high-speed steel cutters caused the first revolution in metal cutting, and new high-speed machine tools emerged. In 1925, the Germans first invented cemented carbide tools with a heat-resistant temperature of 600-800 ° C and a cutting speed of 40-200 m/min. The advent of cemented carbide tools has caused another revolution in metal cutting. In the 1930s, ceramic knives appeared, but they were not widely used. After the 1950s, they gradually developed. At present, the heat-resistant temperature reaches 1100-1400 ° C and the cutting speed is 500-1000 m/min. In the 1950s, GE Corporation of the United States first synthesized synthetic diamond and CBN. The hardness of CBN was close to that of diamond, and the heat resistant temperature reached 1400-1500 °C. Since the early 1970s, GE Corporation of the United States has successfully developed polycrystalline diamond (PCD) inserts, which have now replaced natural diamonds in many applications. Example: A carbon steel rod having a diameter of 100 mm and a length of 500 mm was processed. In 1890, it took 100 minutes to use a carbon tool steel tool. In 1910, with high speed steel tools, it took 26 minutes. Now, with a carbide tool, it takes 1.5 minutes. Now use ceramic or PCBN tools for less than 1.0 min. Tool performance hardness and wear resistance: the hardness of the tool material must be higher than the hardness of the workpiece material, generally required to be above 60HRC. The higher the hardness of the tool material, the better the wear resistance. Strength and toughness: Tool materials should have high strength and toughness to withstand cutting forces, shocks and vibrations, and prevent brittle fracture and chipping of the tool. Heat resistance: The tool material has good heat resistance, can withstand high cutting temperatures, and has good oxidation resistance. Process performance and economy: Tool materials should have good forging properties, heat treatment properties, welding properties, processing properties, etc., and pursue high performance and price ratio. CNC tools should have high reliability: CNC machining speed and automation are high, requiring high reliability of the tool. CNC tools should have high heat resistance, thermal shock resistance and good high temperature mechanical properties. The tool can be quickly replaced: the CNC tool requires good tool interchangeability, quick replacement, convenient size adjustment and reliable installation to reduce the pause time caused by changing the tool. Multi-function and compound tools: A CNC tool can complete the processing of different parts of the part, reduce the number of tool changes, save time, reduce the number of tools and inventory, and facilitate management. Comparison of tool properties of different materials 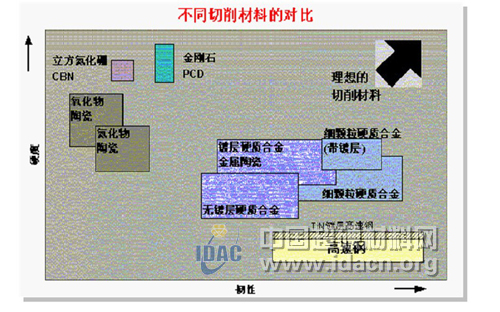 Tool material high-speed steel High-speed steel is a kind of high-alloy tool steel with more alloy elements such as tungsten, chromium, vanadium and molybdenum. It has good comprehensive performance. Its strength and toughness are among the highest in traditional tool materials. High-speed steel has a simple manufacturing process and is easy to sharpen into a sharp cutting edge. Forging and heat treatment are small in deformation. At present, it still plays a major role in the manufacture of complex tools such as twist drills, taps, broaches, gear cutters and forming tools. Ordinary high speed steel, such as W18Cr4V, is widely used in the manufacture of complex tools. The cutting speed is generally not too high, and it is 40-60 m/min when cutting ordinary steel. High-performance high-speed steel, such as W12Cr4V4Mo, is made by adding some carbon content, vanadium content and adding elements such as cobalt and aluminum to ordinary high-speed steel. Its durability is 1.5-3 times that of ordinary high-speed steel. Powder metallurgy high-speed steel is a high-speed steel that was put on the market in the 1970s. Its strength and toughness are increased by 30%-40% and 80%-90% respectively. Durability can be increased by 2-3 times. At present, China is still in the experimental research stage, and production and use are still few. High-speed steel also has defects such as poor wear resistance and poor heat resistance. Carbides, nitrides, borides, etc. of the IVB, VB, and VIB metals of the hard alloy are added to a bonding metal such as cobalt or nickel, and sintered at a high temperature. Due to the particularly high hardness and melting point, they are collectively referred to as cemented carbide. In the development of various tool materials, cemented carbide plays a leading role. The performance of cemented carbide is continuously improved, and the application surface is expanding, becoming the main tool material for cutting, which plays an important role in promoting the improvement of cutting efficiency. The coating tool on the high-speed steel substrate is mostly TiN. It is usually coated by physical vapor deposition (PVD). It is generally used on complex tools such as drills, taps, milling cutters and hobs. The thickness of the coating is several micrometers. The hardness of the coating can reach 80HRC, which is equivalent to the hardness of the general hard alloy. The durability can be increased by 2-4 times, and the cutting speed can be increased by 20% to 40%. Coated tools are a new type of tool material that has emerged in the past 20 years. It is an important breakthrough in the development of tools and an effective measure to resolve the contradiction between hardness, wear resistance, strength and toughness in tool materials. The coated tool is obtained by coating a layer of hard-wearing hard alloy or high-speed steel tool with a high wear-resistant refractory metal compound. Commonly used coating materials are TiC, TiN and Al2O3. After the first coating of titanium carbide (TiC) on the cemented carbide substrate in the early 1970s, the cutting speed of ordinary cemented carbide was increased from 80m/min to 180m / min. In 1976, titanium carbide-alumina double appeared. Coated carbide, increasing the cutting speed to 250m/min. In 1981, a titanium carbide-alumina-cobalt nitride three-coated cemented carbide was introduced to increase the cutting speed to 300 m/min. The coating of cemented carbide is coated on a hard alloy substrate with good toughness, coated with a high wear-resistant and difficult-to-melt metal compound of several micrometers to ten micrometers thick, generally by chemical vapor deposition (CVD). . The coated cemented carbide produced by Zhuzhou Cemented Carbide Plant in China has a coating thickness of 9um and a surface hardness of 2500-4200HV. Ceramic knives Ceramics may cause the third revolution in cutting after high-speed steel and hard alloys. Ceramic cutters have high hardness (HRA91~95), high strength (bending strength of 750~1000MPa), good wear resistance, good chemical stability, good anti-adhesion performance, low friction coefficient and low price. Not only that, ceramic tools also have a very high temperature hardness, the hardness reached HR80 at 1200 °C. Commonly used are: alumina-based ceramics, silicon nitride-based ceramics, cermets and whisker toughened ceramics. High-hard materials that can be processed with traditional tools that are difficult or impossible to machine, such as hardened steels and hardened cast irons with hardness up to HRC65, thus eliminating the power consumed by annealing; and therefore increasing the hardness of the workpiece and extending the machine The service life of the equipment; not only can be used for roughing and finishing of high-hardness materials, but also for machining with large impact such as milling, planing, interrupted cutting and blank roughing; the durability of the tool is higher than that of the traditional tool. Times or even dozens of times, reducing the number of tool changes during machining, ensuring the small taper and high precision of the workpiece to be machined; high-speed cutting or "turning by car, milling", cutting efficiency 3-10 higher than traditional tools It can save 30-70% or more of labor hours, electricity and machine tools. The concept of superhard materials In 1981, the International Conference on Hard Matter Science believed that substances with hardness greater than 1000 HV could be called hard materials such as cemented carbide (hardness 1600-1800 HV), corundum (2000 HV), silicon carbide (2200 HV), etc. The material of a class of materials is called a superhard material. Diamond and cubic boron carbide: extremely high hardness, so collectively referred to as superhard material, it has excellent properties such as high hardness, good wear resistance and thermal conductivity, and low thermal expansion coefficient.
Tool material high-speed steel High-speed steel is a kind of high-alloy tool steel with more alloy elements such as tungsten, chromium, vanadium and molybdenum. It has good comprehensive performance. Its strength and toughness are among the highest in traditional tool materials. High-speed steel has a simple manufacturing process and is easy to sharpen into a sharp cutting edge. Forging and heat treatment are small in deformation. At present, it still plays a major role in the manufacture of complex tools such as twist drills, taps, broaches, gear cutters and forming tools. Ordinary high speed steel, such as W18Cr4V, is widely used in the manufacture of complex tools. The cutting speed is generally not too high, and it is 40-60 m/min when cutting ordinary steel. High-performance high-speed steel, such as W12Cr4V4Mo, is made by adding some carbon content, vanadium content and adding elements such as cobalt and aluminum to ordinary high-speed steel. Its durability is 1.5-3 times that of ordinary high-speed steel. Powder metallurgy high-speed steel is a high-speed steel that was put on the market in the 1970s. Its strength and toughness are increased by 30%-40% and 80%-90% respectively. Durability can be increased by 2-3 times. At present, China is still in the experimental research stage, and production and use are still few. High-speed steel also has defects such as poor wear resistance and poor heat resistance. Carbides, nitrides, borides, etc. of the IVB, VB, and VIB metals of the hard alloy are added to a bonding metal such as cobalt or nickel, and sintered at a high temperature. Due to the particularly high hardness and melting point, they are collectively referred to as cemented carbide. In the development of various tool materials, cemented carbide plays a leading role. The performance of cemented carbide is continuously improved, and the application surface is expanding, becoming the main tool material for cutting, which plays an important role in promoting the improvement of cutting efficiency. The coating tool on the high-speed steel substrate is mostly TiN. It is usually coated by physical vapor deposition (PVD). It is generally used on complex tools such as drills, taps, milling cutters and hobs. The thickness of the coating is several micrometers. The hardness of the coating can reach 80HRC, which is equivalent to the hardness of the general hard alloy. The durability can be increased by 2-4 times, and the cutting speed can be increased by 20% to 40%. Coated tools are a new type of tool material that has emerged in the past 20 years. It is an important breakthrough in the development of tools and an effective measure to resolve the contradiction between hardness, wear resistance, strength and toughness in tool materials. The coated tool is obtained by coating a layer of hard-wearing hard alloy or high-speed steel tool with a high wear-resistant refractory metal compound. Commonly used coating materials are TiC, TiN and Al2O3. After the first coating of titanium carbide (TiC) on the cemented carbide substrate in the early 1970s, the cutting speed of ordinary cemented carbide was increased from 80m/min to 180m / min. In 1976, titanium carbide-alumina double appeared. Coated carbide, increasing the cutting speed to 250m/min. In 1981, a titanium carbide-alumina-cobalt nitride three-coated cemented carbide was introduced to increase the cutting speed to 300 m/min. The coating of cemented carbide is coated on a hard alloy substrate with good toughness, coated with a high wear-resistant and difficult-to-melt metal compound of several micrometers to ten micrometers thick, generally by chemical vapor deposition (CVD). . The coated cemented carbide produced by Zhuzhou Cemented Carbide Plant in China has a coating thickness of 9um and a surface hardness of 2500-4200HV. Ceramic knives Ceramics may cause the third revolution in cutting after high-speed steel and hard alloys. Ceramic cutters have high hardness (HRA91~95), high strength (bending strength of 750~1000MPa), good wear resistance, good chemical stability, good anti-adhesion performance, low friction coefficient and low price. Not only that, ceramic tools also have a very high temperature hardness, the hardness reached HR80 at 1200 °C. Commonly used are: alumina-based ceramics, silicon nitride-based ceramics, cermets and whisker toughened ceramics. High-hard materials that can be processed with traditional tools that are difficult or impossible to machine, such as hardened steels and hardened cast irons with hardness up to HRC65, thus eliminating the power consumed by annealing; and therefore increasing the hardness of the workpiece and extending the machine The service life of the equipment; not only can be used for roughing and finishing of high-hardness materials, but also for machining with large impact such as milling, planing, interrupted cutting and blank roughing; the durability of the tool is higher than that of the traditional tool. Times or even dozens of times, reducing the number of tool changes during machining, ensuring the small taper and high precision of the workpiece to be machined; high-speed cutting or "turning by car, milling", cutting efficiency 3-10 higher than traditional tools It can save 30-70% or more of labor hours, electricity and machine tools. The concept of superhard materials In 1981, the International Conference on Hard Matter Science believed that substances with hardness greater than 1000 HV could be called hard materials such as cemented carbide (hardness 1600-1800 HV), corundum (2000 HV), silicon carbide (2200 HV), etc. The material of a class of materials is called a superhard material. Diamond and cubic boron carbide: extremely high hardness, so collectively referred to as superhard material, it has excellent properties such as high hardness, good wear resistance and thermal conductivity, and low thermal expansion coefficient. 

 Synthetic diamond Crystal form: The crystal form of natural diamond is usually octahedron, followed by rhombohedral dodecahedron, cube and its polymorph. Synthetic diamonds can be classified into octahedrons, cubes or cubes, octahedral polymorphs, etc. depending on the synthesis conditions, of which the latter one is most common. Various continuous crystals, irregular crystals and various crystal defects often appear in the product. General classification of diamond materials:
Synthetic diamond Crystal form: The crystal form of natural diamond is usually octahedron, followed by rhombohedral dodecahedron, cube and its polymorph. Synthetic diamonds can be classified into octahedrons, cubes or cubes, octahedral polymorphs, etc. depending on the synthesis conditions, of which the latter one is most common. Various continuous crystals, irregular crystals and various crystal defects often appear in the product. General classification of diamond materials: 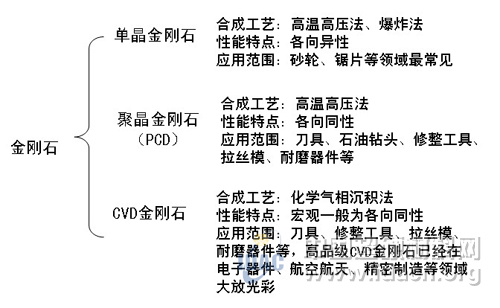
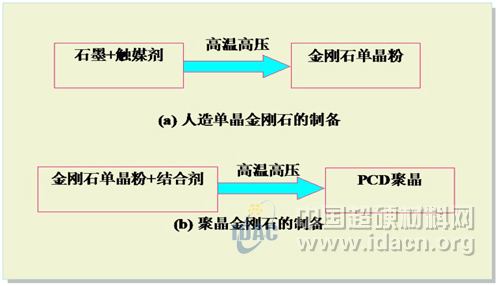
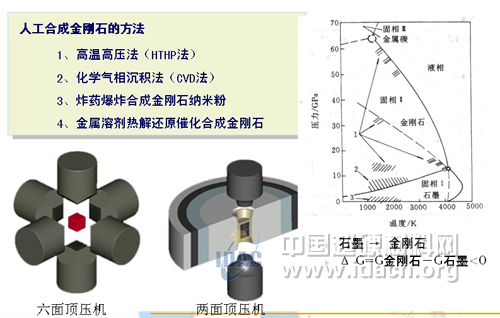 High temperature and high pressure method: Simulate the natural process to convert graphite into diamond under high temperature and high pressure environment. There is an energy barrier between diamond and graphite. By overcoming this energy barrier, graphite can be converted into diamond.
High temperature and high pressure method: Simulate the natural process to convert graphite into diamond under high temperature and high pressure environment. There is an energy barrier between diamond and graphite. By overcoming this energy barrier, graphite can be converted into diamond. 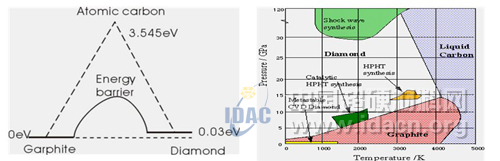 At present, there are mainly the following theories: Solvent theory that the metal (alloy) used acts as a solvent for carbon; catalytic theory is considered to be a catalyst; solid phase transition theory emphasizes that graphite crystals do not need to be broken and disintegrated, after simple deformation Diamond crystals are formed. Diamond tool The composition of diamond material is carbon. Diamond has affinity with iron. During the cutting process, diamond has superior thermal conductivity and fast heat dissipation. Graphitization occurs when the cutting heat is higher than 700 degrees. Diamond will react with W, Ta, Ti, Zr, Fe, Ni, Co, Mn, Cr, Pt, etc. at high temperature, and chemical wear will occur with ferrous metal (iron-carbon alloy) during processing. Diamond is not used for processing black. metal.
At present, there are mainly the following theories: Solvent theory that the metal (alloy) used acts as a solvent for carbon; catalytic theory is considered to be a catalyst; solid phase transition theory emphasizes that graphite crystals do not need to be broken and disintegrated, after simple deformation Diamond crystals are formed. Diamond tool The composition of diamond material is carbon. Diamond has affinity with iron. During the cutting process, diamond has superior thermal conductivity and fast heat dissipation. Graphitization occurs when the cutting heat is higher than 700 degrees. Diamond will react with W, Ta, Ti, Zr, Fe, Ni, Co, Mn, Cr, Pt, etc. at high temperature, and chemical wear will occur with ferrous metal (iron-carbon alloy) during processing. Diamond is not used for processing black. metal. 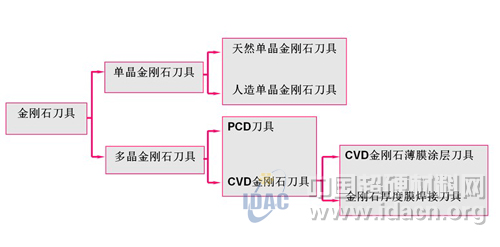 PCD tool PCD is a polycrystalline material obtained by polymerizing diamond micropowder through a metal bond (such as Co, Ni, etc.). Diamond is widely used in cutting or after the successful development of PCD. The hardness of PCD is lower than that of single crystal diamond, but PCD is an isotropic material; PCD is electrically conductive, easy to cut and form, and the cost is much lower than natural diamond. PCD raw materials are abundant and the price is only a fraction of that of natural diamond. PCD applications are far more extensive than natural diamond tools. Most PCD inserts are composite inserts sintered with a cemented carbide substrate, that is, a PCD of about 0.7 mm thick is sintered on the base of the cemented carbide. The strength of the insert is basically the same as that of the hard alloy, and the hardness is close. The overall PCD has good weldability, easy regrind and low cost. Diamond tools Extremely high hardness and wear resistance: Diamond has a microhardness of HV 10,000 and is the hardest substance in nature. It has extremely high wear resistance. The wear resistance of natural diamond is 80-120 times that of cemented carbide, and the wear resistance of synthetic diamond is 60-80 times that of cemented carbide. Anisotropic energy: the hardness, wear resistance, microscopic strength, ease of grinding and the friction coefficient between the crystal grains and the material of the single crystal diamond crystal are very different. Therefore, design and manufacture For single crystal diamond tools, the crystal orientation must be chosen correctly. It has a very low coefficient of friction: the coefficient of friction between diamond and some non-ferrous metals is lower than that of other tools, about half of that of cemented carbide tools, usually between 0.1 and 0.3. Low friction coefficient reduces cutting temperature and cutting force. The cutting edge is very sharp: the cutting edge of the diamond tool can be sharply sharpened. The natural single crystal diamond tool blade has a radius of up to nanometer, which enables ultra-thin cutting and ultra-precision machining. High thermal conductivity: The thermal conductivity of diamond is 1.5-9 times that of cemented carbide and 2-6 times that of copper. Due to the high thermal conductivity, the cutting heat is easily dissipated and the cutting temperature is low. Low coefficient of thermal expansion: The coefficient of thermal expansion of diamond is several times smaller than that of hard alloy, which is about 1/10 of that of high speed steel. Therefore, diamond tools do not produce a large thermal deformation, which is especially important for precision machining tools where dimensional accuracy is critical.
PCD tool PCD is a polycrystalline material obtained by polymerizing diamond micropowder through a metal bond (such as Co, Ni, etc.). Diamond is widely used in cutting or after the successful development of PCD. The hardness of PCD is lower than that of single crystal diamond, but PCD is an isotropic material; PCD is electrically conductive, easy to cut and form, and the cost is much lower than natural diamond. PCD raw materials are abundant and the price is only a fraction of that of natural diamond. PCD applications are far more extensive than natural diamond tools. Most PCD inserts are composite inserts sintered with a cemented carbide substrate, that is, a PCD of about 0.7 mm thick is sintered on the base of the cemented carbide. The strength of the insert is basically the same as that of the hard alloy, and the hardness is close. The overall PCD has good weldability, easy regrind and low cost. Diamond tools Extremely high hardness and wear resistance: Diamond has a microhardness of HV 10,000 and is the hardest substance in nature. It has extremely high wear resistance. The wear resistance of natural diamond is 80-120 times that of cemented carbide, and the wear resistance of synthetic diamond is 60-80 times that of cemented carbide. Anisotropic energy: the hardness, wear resistance, microscopic strength, ease of grinding and the friction coefficient between the crystal grains and the material of the single crystal diamond crystal are very different. Therefore, design and manufacture For single crystal diamond tools, the crystal orientation must be chosen correctly. It has a very low coefficient of friction: the coefficient of friction between diamond and some non-ferrous metals is lower than that of other tools, about half of that of cemented carbide tools, usually between 0.1 and 0.3. Low friction coefficient reduces cutting temperature and cutting force. The cutting edge is very sharp: the cutting edge of the diamond tool can be sharply sharpened. The natural single crystal diamond tool blade has a radius of up to nanometer, which enables ultra-thin cutting and ultra-precision machining. High thermal conductivity: The thermal conductivity of diamond is 1.5-9 times that of cemented carbide and 2-6 times that of copper. Due to the high thermal conductivity, the cutting heat is easily dissipated and the cutting temperature is low. Low coefficient of thermal expansion: The coefficient of thermal expansion of diamond is several times smaller than that of hard alloy, which is about 1/10 of that of high speed steel. Therefore, diamond tools do not produce a large thermal deformation, which is especially important for precision machining tools where dimensional accuracy is critical. 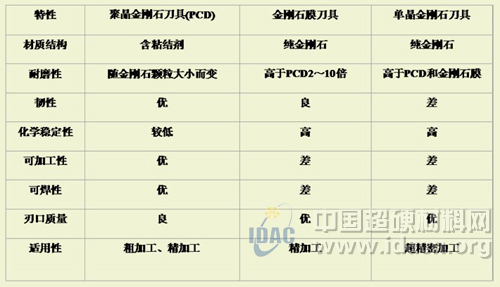 Performance comparison CVD diamond tool CVD diamond tool is a tool made by chemical vapor deposition (CVD) on a heterogeneous matrix (such as cemented carbide). In the late 1970s and early 1980s, CVD diamonds first appeared in Japan. At present, CVD diamond film products have a diameter of more than 110mm and a thickness of up to millimeters, and are becoming more mature. CVD diamond tools not only directly impact the uncoated carbide tool and ceramic tool market, but also become a strong competitor to PCD tools and are now commercially available. One is to deposit a thin film with a thickness of less than 50 μm on the substrate, namely: CVD diamond film coated tool. The other is to deposit a substrate-free diamond thick film up to 1 mm thick, ie a CVD diamond thick film soldering tool that can be soldered to the substrate if needed. Diamond tool applications for the processing of non-ferrous metals and their alloys. More than 80% of PCD tools are used to process silicon-aluminum alloy parts for the automotive and motorcycle industries, such as aluminum alloy piston skirts, pin holes, cylinder blocks, gearboxes, etc. Due to the high silicon content (12% or more) and high-volume production of these parts, the life expectancy of the tool is high, and the carbide tool is difficult to handle. The life of the PCD tool is much higher than that of the cemented carbide tool. The life of cemented carbide tools is tens or even hundreds of times. When machining aluminum alloys with high silicon content, all tools except PCD tools produce severe wear in a short period of time and cannot continue cutting. PCD tools are also ideal for processing difficult-to-machine non-metallic materials such as wood, wood, laminate, carbon fiber reinforced plastic, graphite, ceramics, stone, etc. With single crystal diamond tools, mirror processing can be realized on ultra-precision lathes. At present, diamond tools can achieve continuous and stable cutting with a cutting thickness of nanometer. The thermal stability of diamond is relatively poor. When the cutting temperature reaches 800 °C, its hardness will be lost. Diamond tools are not suitable for processing steel materials because diamond has a strong chemical affinity with iron. Iron atoms are easy to be used at high temperatures. It interacts with carbon atoms to convert it into a graphite structure.
Performance comparison CVD diamond tool CVD diamond tool is a tool made by chemical vapor deposition (CVD) on a heterogeneous matrix (such as cemented carbide). In the late 1970s and early 1980s, CVD diamonds first appeared in Japan. At present, CVD diamond film products have a diameter of more than 110mm and a thickness of up to millimeters, and are becoming more mature. CVD diamond tools not only directly impact the uncoated carbide tool and ceramic tool market, but also become a strong competitor to PCD tools and are now commercially available. One is to deposit a thin film with a thickness of less than 50 μm on the substrate, namely: CVD diamond film coated tool. The other is to deposit a substrate-free diamond thick film up to 1 mm thick, ie a CVD diamond thick film soldering tool that can be soldered to the substrate if needed. Diamond tool applications for the processing of non-ferrous metals and their alloys. More than 80% of PCD tools are used to process silicon-aluminum alloy parts for the automotive and motorcycle industries, such as aluminum alloy piston skirts, pin holes, cylinder blocks, gearboxes, etc. Due to the high silicon content (12% or more) and high-volume production of these parts, the life expectancy of the tool is high, and the carbide tool is difficult to handle. The life of the PCD tool is much higher than that of the cemented carbide tool. The life of cemented carbide tools is tens or even hundreds of times. When machining aluminum alloys with high silicon content, all tools except PCD tools produce severe wear in a short period of time and cannot continue cutting. PCD tools are also ideal for processing difficult-to-machine non-metallic materials such as wood, wood, laminate, carbon fiber reinforced plastic, graphite, ceramics, stone, etc. With single crystal diamond tools, mirror processing can be realized on ultra-precision lathes. At present, diamond tools can achieve continuous and stable cutting with a cutting thickness of nanometer. The thermal stability of diamond is relatively poor. When the cutting temperature reaches 800 °C, its hardness will be lost. Diamond tools are not suitable for processing steel materials because diamond has a strong chemical affinity with iron. Iron atoms are easy to be used at high temperatures. It interacts with carbon atoms to convert it into a graphite structure. 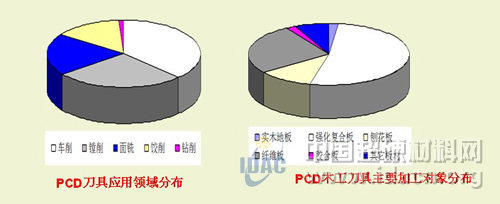
 Comparison of physical and mechanical properties of cubic boron nitride and diamond CBN and PCBN properties 1. High hardness and wear resistance: CBN crystal structure is similar to diamond, with similar lattice constant, so it has similar hardness to diamond. The microhardness of the CBN micropowder is HV 8000-9000, and the hardness of the PCBN sintered body reaches HV3000-5000. The wear resistance of the wear-resistant material is 50 times that of the cemented carbide tool and 30 times that of the coated cemented carbide tool. PCBN is particularly suitable for the processing of high-hardness materials that can only be ground before, and to achieve “car grindingâ€. 2. High thermal stability: CBN's heat resistance can reach 1400 ~ 1500 ° C, almost twice the heat resistance of diamond (700-800 ° C), so PCBN tools can be used higher than cemented carbide tools 3 High-speed cutting of hardened steel at ~5 times speed. 3. Excellent chemical stability: CBN is chemically inert, and it does not react with iron-based materials at 1200-1300 °C, and reacts with carbon only at 2000 °C. CBN has high oxidation resistance and does not oxidize at 1000 °C. Therefore, PCBN tools are widely used for high speed or ultra high speed cutting. 4. Has good thermal conductivity: Although the thermal conductivity of CBN cannot keep up with diamond, the thermal conductivity of PCBN in all kinds of tool materials is second only to diamond, which is much higher than that of high speed steel and hard alloy. The thermal conductivity of CBN is 3.2 times that of copper and 20 times that of cemented carbide. 5. Has a lower coefficient of friction: the coefficient of friction between CBN and different materials is about 0.1 to 0.3, which is much smaller than the coefficient of friction of cemented carbide (0.4-0.6). A low coefficient of friction results in reduced cutting forces during cutting, reduced cutting temperatures, and improved surface quality.
Comparison of physical and mechanical properties of cubic boron nitride and diamond CBN and PCBN properties 1. High hardness and wear resistance: CBN crystal structure is similar to diamond, with similar lattice constant, so it has similar hardness to diamond. The microhardness of the CBN micropowder is HV 8000-9000, and the hardness of the PCBN sintered body reaches HV3000-5000. The wear resistance of the wear-resistant material is 50 times that of the cemented carbide tool and 30 times that of the coated cemented carbide tool. PCBN is particularly suitable for the processing of high-hardness materials that can only be ground before, and to achieve “car grindingâ€. 2. High thermal stability: CBN's heat resistance can reach 1400 ~ 1500 ° C, almost twice the heat resistance of diamond (700-800 ° C), so PCBN tools can be used higher than cemented carbide tools 3 High-speed cutting of hardened steel at ~5 times speed. 3. Excellent chemical stability: CBN is chemically inert, and it does not react with iron-based materials at 1200-1300 °C, and reacts with carbon only at 2000 °C. CBN has high oxidation resistance and does not oxidize at 1000 °C. Therefore, PCBN tools are widely used for high speed or ultra high speed cutting. 4. Has good thermal conductivity: Although the thermal conductivity of CBN cannot keep up with diamond, the thermal conductivity of PCBN in all kinds of tool materials is second only to diamond, which is much higher than that of high speed steel and hard alloy. The thermal conductivity of CBN is 3.2 times that of copper and 20 times that of cemented carbide. 5. Has a lower coefficient of friction: the coefficient of friction between CBN and different materials is about 0.1 to 0.3, which is much smaller than the coefficient of friction of cemented carbide (0.4-0.6). A low coefficient of friction results in reduced cutting forces during cutting, reduced cutting temperatures, and improved surface quality. 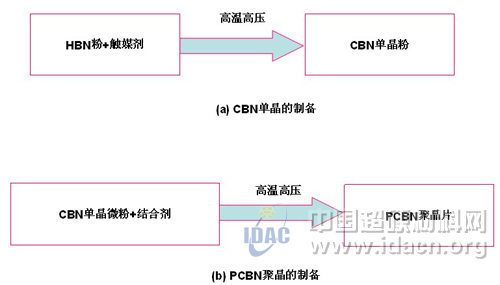 Preparation process of CBN single crystal and PCBN polycrystal
Preparation process of CBN single crystal and PCBN polycrystal 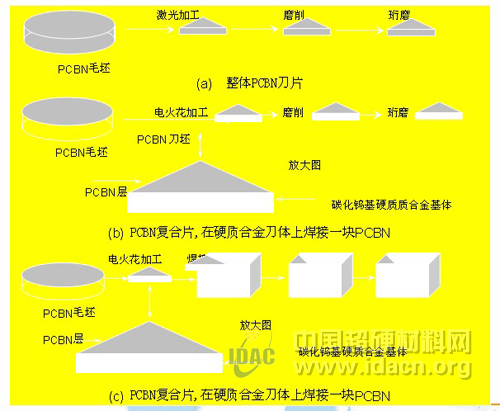 CBN tool preparation process PCBN tool application PCBN tool is very suitable for dry cutting, hard and high speed cutting process, especially suitable for the use of CNC equipment and automated production lines. PCBN tools are suitable for machining workpiece materials: (1) hardened steel and wear-resistant cast iron with hardness above HRC45 (eg hardened steel HRC45-65, bearing steel HRC60-62, high speed steel HRC>62, tool steel HRC57- 60, chilled cast iron, etc.); (2) heat-resistant alloys above HRC35 (high-temperature alloys, thermal spray materials, hard alloys, etc.); (3) pearlite gray cast irons with HRC30 and other blades that are difficult to machine. The higher the hardness of the material being processed, the better the superiority of the PCBN tool. When the PCBN tool performs hard cutting, it can replace the grinding process by car, boring and milling, and it is the best tool to realize the "car grinding". It is reported that 55% of the application of Japanese PCBN tools is an alternative to the original grinding. PCBN is also one of the best tools for high speed or dry cutting. Especially in the field of high-speed dry cutting of gray cast iron. At present, PCBN tools have been used for turning tools, boring tools, milling cutters, etc. The use of PCBN tools in automotive manufacturing and automated production lines has reached a considerable proportion. Such as: processing automobile engine box, brake disc, drive shaft, cylinder bore, engine inlet and outlet valve seat, etc.;
CBN tool preparation process PCBN tool application PCBN tool is very suitable for dry cutting, hard and high speed cutting process, especially suitable for the use of CNC equipment and automated production lines. PCBN tools are suitable for machining workpiece materials: (1) hardened steel and wear-resistant cast iron with hardness above HRC45 (eg hardened steel HRC45-65, bearing steel HRC60-62, high speed steel HRC>62, tool steel HRC57- 60, chilled cast iron, etc.); (2) heat-resistant alloys above HRC35 (high-temperature alloys, thermal spray materials, hard alloys, etc.); (3) pearlite gray cast irons with HRC30 and other blades that are difficult to machine. The higher the hardness of the material being processed, the better the superiority of the PCBN tool. When the PCBN tool performs hard cutting, it can replace the grinding process by car, boring and milling, and it is the best tool to realize the "car grinding". It is reported that 55% of the application of Japanese PCBN tools is an alternative to the original grinding. PCBN is also one of the best tools for high speed or dry cutting. Especially in the field of high-speed dry cutting of gray cast iron. At present, PCBN tools have been used for turning tools, boring tools, milling cutters, etc. The use of PCBN tools in automotive manufacturing and automated production lines has reached a considerable proportion. Such as: processing automobile engine box, brake disc, drive shaft, cylinder bore, engine inlet and outlet valve seat, etc.; 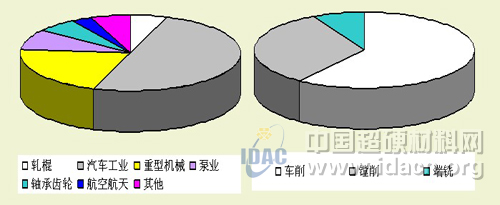 Development trend of tool materials with super-hard materials The performance of tool materials is continuously improved. Through formula, process optimization and application of new material technology, PCD and PCBN enhance the anti-cutting impact ability, improve the toughness of the cutting edge and improve the service life of the tool. Personalized and more targeted Large single crystal diamond has high wear resistance and can sharpen sharp edges. Single crystal diamond has anisotropy and high processing requirements. The manufacturing tool is affected by the size of the single crystal itself. At present, the cost-effective CVD thick film material thick film diamond polycrystalline structure has no single crystal anisotropy, excellent wear resistance, no diamond particles and binders, can sharpen a good cutting edge, a very small tip Arc; can be cut into any shape. Coated tools "hard" coatings such as: TiC, TiN, A12O3 coatings. The main advantages of hard coatings are high hardness and good wear resistance. "Soft" coatings such as MoS2, WS2, etc. This coating, also known as a self-lubricating coating, has a low surface friction coefficient that reduces friction. The coated tool combines the excellent properties of the base material and the coating material to maintain the good toughness and high strength of the substrate, as well as the high hardness, high wear resistance and low coefficient of friction of the coating. Compared to uncoated tools, the cutting speed of coated tools can be increased by more than 2 times and the tool life can be increased by 2-5 times. Continuous innovation of tool structure to meet new cutting tools for high-speed cutting: CBN milling grey cast iron 1000-2000m/min PCD milling aluminum alloy 3000-7000m/min CBN cyclone milling machining ball screw for milling grinding Turning: CBN turning hardened steel ( >HRC60) 150-250m/min CBN cast iron brake disc 600-1000m/min PDC cutter for high-speed cutting of aluminum-magnesium alloy and titanium alloy 10,000m/min and 400m/min
Development trend of tool materials with super-hard materials The performance of tool materials is continuously improved. Through formula, process optimization and application of new material technology, PCD and PCBN enhance the anti-cutting impact ability, improve the toughness of the cutting edge and improve the service life of the tool. Personalized and more targeted Large single crystal diamond has high wear resistance and can sharpen sharp edges. Single crystal diamond has anisotropy and high processing requirements. The manufacturing tool is affected by the size of the single crystal itself. At present, the cost-effective CVD thick film material thick film diamond polycrystalline structure has no single crystal anisotropy, excellent wear resistance, no diamond particles and binders, can sharpen a good cutting edge, a very small tip Arc; can be cut into any shape. Coated tools "hard" coatings such as: TiC, TiN, A12O3 coatings. The main advantages of hard coatings are high hardness and good wear resistance. "Soft" coatings such as MoS2, WS2, etc. This coating, also known as a self-lubricating coating, has a low surface friction coefficient that reduces friction. The coated tool combines the excellent properties of the base material and the coating material to maintain the good toughness and high strength of the substrate, as well as the high hardness, high wear resistance and low coefficient of friction of the coating. Compared to uncoated tools, the cutting speed of coated tools can be increased by more than 2 times and the tool life can be increased by 2-5 times. Continuous innovation of tool structure to meet new cutting tools for high-speed cutting: CBN milling grey cast iron 1000-2000m/min PCD milling aluminum alloy 3000-7000m/min CBN cyclone milling machining ball screw for milling grinding Turning: CBN turning hardened steel ( >HRC60) 150-250m/min CBN cast iron brake disc 600-1000m/min PDC cutter for high-speed cutting of aluminum-magnesium alloy and titanium alloy 10,000m/min and 400m/min