Introduction of Makino Machine Tool for Titanium Alloy Processing
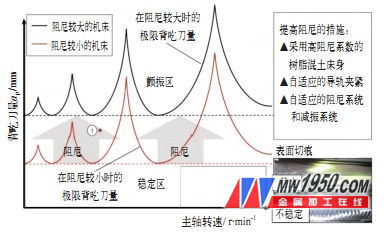
In order to meet the needs of titanium alloy aircraft parts processing, Japan Makino has set up a global titanium alloy R&D center at the US headquarters, and developed a T-series 5-axis horizontal machining center. Its core technology is called ADVANTiGE, which means “the advantage of titaniumâ€. It can increase the processing efficiency of titanium alloy by 4 times and increase the tool life by 100%. T series horizontal machining centers are available in two models: T4 and T2. The X, Y and Z axis strokes of the T4 horizontal machining center are 4 200mm, 2 000mm and 1 000mm respectively, and the maximum workpiece weight is 50 00kg. The titanium alloy large structural parts of the aircraft have the appearance as shown in Figure 1. Figure 1 Appearance of the T4 Horizontal Machining Center The T2 horizontal machining center is smaller in size, but it also uses the ADVANTiGE titanium alloy processing technology integrated system, which includes the machine structure and active vibration damping system to improve the machine tool's ultra-high stiffness, and improve the cutting speed and production efficiency. Spindle, high-pressure large-flow cooling and cutting fluid micro-system, advanced numerical control system and its programming strategy, thus overcoming the problem of low metal removal rate and short tool life in traditional titanium alloy processing. 1. High rigidity machine structure and vibration damping system When machining titanium alloy parts, the rigidity and damping of the machine tool are very important due to the large cutting force and the discontinuity of the milling process. It directly affects the multi-W distribution of the stable zone of the milling process, as shown in Figure 2. Figure 2 Processing stability zone of different stiffness and damping machine tools It can be seen from Fig. 2 that the cutting stability zone of the machine with low rigidity and low damping is limited. In order to ensure production efficiency, the operator can only reduce the amount of back-feeding (the depth of the knife) and increase the spindle speed, resulting in a significant reduction in tool life. Machines with high stiffness and high damping provide a wider range of cutting stability zones. This provides a solid platform for the other components of ADVANTiGE technology, such as further reducing vibration during the milling process and increasing metal removal rates. High rigidity is the first principle of T series machine design. The T4 horizontal machining center uses a large-quality bed, 1.7m wide column, box rail system and large diameter ball screw to ensure high machine tool. The stiffness and greater damping. The ADVANTiGE active damping system uses a low-frequency vibration sensor to adjust the friction in real time, avoiding chatter vibration and tool damage in the machine structure, resulting in higher metal removal rates and reduced tool wear. 2. Adaptive technology of the spindle The HSK A125 spindle used in the T series is the most powerful electric spindle of Makino. The compact design combines the latest high torque asynchronous motor and double variable frequency drive technology to ensure the high power required for titanium machining. Large torque characteristics (3 000 kN·m, 100 kW continuous, 5 000 kN·m, 150 kW peak). The maximum spindle speed is 40 000r/min. The A-axis rotation of the split-fork milling head is ±110°, and the C-axis can be rotated continuously in 360°. The state of the machining is shown in Figure 3. Figure 3 T series HSK A125 spindle components The spindle uses adaptive control technology to measure deformation caused by excessive cutting forces by means of a displacement sensor. This information is fed back to the numerical control system Professional 5, which automatically adjusts the cutting parameters to adapt to the current machining conditions, thus protecting the spindle and the tool; achieving the ultimate goal of the machine spindle to independently detect, think, decide and react and optimize the cutting state. 3. High pressure and large flow cooling system Keeping the workpiece as cold as possible and removing high temperature chips as quickly as possible is the key to titanium machining. The T series machine uses a high-pressure and large-flow cooling system to provide a large amount of high-pressure cutting fluid directly to the cutting area in the supply of cutting fluid, so that the chips can be discharged from the limited space of the multi-edge tool as quickly as possible. The supply pressure of the cutting fluid can reach up to 100kg/cm2 and the flow rate can reach 250L/min. The pressure and flow can be adjusted by the M command of the numerical control system. The cutting fluid is supplied with external showers, spindle nozzles and through the spindle bore to improve cooling and lubrication, as well as to accelerate the removal of chips from the cutting area. Makino’s efforts to improve the efficiency of titanium alloy processing are not here. For example, engineers at the Global Titanium Processing R&D Center continue to develop a variety of applications to provide solutions for titanium processing in a variety of industries. Visit the company's website to learn about Makino's latest breakthroughs, participate in Makino's "Global Titanium Day" virtual event, watch technical lectures and pastoral designers and application engineers on innovative demonstrations of titanium processing. GUANGDONG LAVIUS LIGHTING CO., LTD. , https://www.laviuslighting.com