Vacuum heat treatment practice (below)
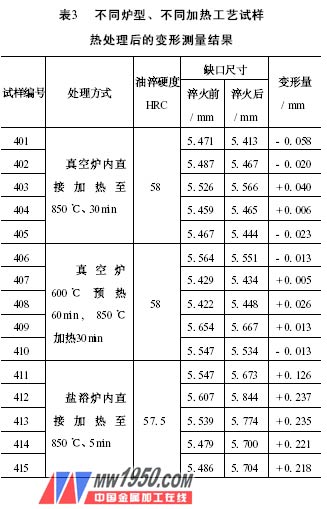
From the results, the hardness at A and C can be, and the hardness at B is unqualified. What is the reason? At first, I thought that the holding time was insufficient. After the time was increased, the original hardness was repeated. After repeated verification, it was found that when the quenching was performed, the oil surface pressure was insufficient, and the pressure was not increased to 104 Pa within 2 to 3 seconds after the workpiece was filled with oil. After the pressure is adjusted, the hardness rises to 60HRC. This situation is no accident and should be noted. Third, the deformation during vacuum heat treatment It is inevitable that the workpiece will be deformed after heat treatment hardening. The key is to analyze the causes of deformation in each link (heating, heat preservation, cooling), and to minimize the amount of deformation, which is the goal that heat treatment technicians pursue throughout their lives. Compared with the salt bath furnace and the protective atmosphere furnace, the deformation after heat treatment is smaller when using the vacuum furnace. The reason is that the vacuum furnace can easily select and control different heating, cooling methods and speeds to achieve hardening treatment of metal products. Such as vacuum heating, aeration convection heating, 2-stage heating of low-alloy steel, 3-stage heating of high-alloy steel, oil quenching after high-alloy steel alloying, air cooling, sectional air cooling, etc. can be compared in vacuum furnace easy to accomplish. 1. Deformation during vacuum heating Deformation tests of "C" shaped specimens were made using different furnaces, different heating processes, and the same cooling method (oil quenching). The shape and dimensions of the sample are shown in Figure 8, and the test results are shown in Table 3. It can be seen from the data in Table 3 that the deformation of the salt bath furnace is 0.126 ~ 0.237 mm, the deformation of the vacuum furnace (direct heating to 850 ° C) is 0.006 ~ 0.058 mm, and the vacuum furnace (heating at 650 ° C + 850 ° C) deformation amount 0.005 ~ 0.026 Mm. According to the test results, and after many years of practice, the slow heating in the vacuum furnace or the use of two-stage (or three-stage) heating with preheating can make a significant contribution to reducing deformation. (1) Causes of deformation and cracking during cooling When cooling above the martensite transformation temperature, the temperature at the surface and corners of the part is cooled faster than the core, the amount of shrinkage is also larger than the core, and the cooling is slow and uneven. The stress caused by shrinkage causes deformation; at lower temperature (close to MS point), the surface cools quickly, first transforms into martensite and expands, and the core is still shrinking above the transition temperature (MS). When the pressure is increased, the amount of deformation is also increased. When the stress exceeds the yield limit of the material, a crack is formed, as shown in FIG. Next page
Safe Function: The UV sanitize lamp with Volatile ozone can kill up to 99.9% of most viruses, airborne bacteria, and mold spores.Uses UVC sterilizer light, 360 ° degrees wide beam angle.Made of quartz material, long service life, high transmission rate, and better sterilization effect.
Use safety: It can be operated remotely through doors, walls, cabinets, etc. There is no limit on the angle, and you do not need to worry about being injured by ultraviolet radiation during operation. Use method 1: panel operation Use method 2: remote operation.
Applicable places:UV Disinfection Lamp can safely used in homes, as well as in hospitals, laboratories, malls, doctors″ offices, commercial buildings, food processing plants and other commercial and residential environments throughout the world - any big area place a concern for clean air exists.
Important :Exposing the Ultraviolet radiation for a long time will cause skin and eye burns, please pay attention to the Use instruction manual.People,pet animals and plants are Not Allowed to be present when the UV lamp lighting to work. Please leave away from the place of use immediately. To avoid damage to the skin and eyes, please DO NOT Stare at the ultraviolet light source
Uv Disinfection light,sterilizing UV Light,Germicidal lamp,UV lamp,disinfection lamp Shenzhen Lanejoy Technology Co.,LTD , https://www.copper-nut.com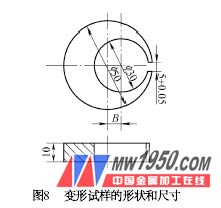
2. Deformation during vacuum cooling 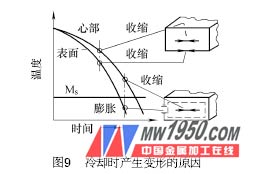
(2) Reduce the amount of deformation during cooling. Reduce the quenching temperature appropriately, or select the lower limit temperature within the allowable quenching temperature range. When the material has good hardenability and the effective size is not very large, you can choose slow cooling (such as air cooling, pressure regulating air cooling, etc.).