Welding Technology and Welding Quality Control (3)
Fusion [1] [2] [3] [4] Next Page Twist Drills,Carbide Twist Drill Bits,Twist Drill Bits For Wood,Carbide Straight Shank Twist Drill Bit Supal(changzhou)Precision Tools Co.,Ltd , https://www.endmillpro.com
Melting is defined as the total portion of the sheet that extends beyond the original weld before welding. It consists of two parts.
Extrusion EXTRUSION
Splash SPLASH
Extrusion: Extrusion is the part of the sheet that is extruded from the end face of the cutting plate under the action of the welding current and the welding pressure.
Melting: The quantity is related to the welding conditions, that is, the adjustment of the welding machine, the material to be welded, and the welding current. The quality of the weld is closely related to the shape of the extrusion.
Uniform Extrusion: The extruded shape in the best state is fine and evenly rounded, slightly protruding from the base plate, and the original cutting plate end surface is usually linearly shaped. It is clearly visible along the edge of the weld between the profile of the solder joint and the extrusion. .
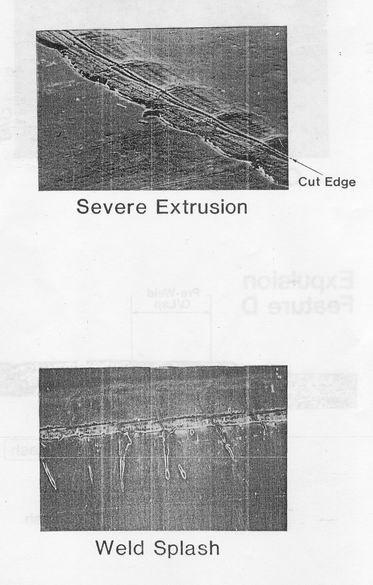
Severe Extrusion: When using a microscope to detect severe extrusion, overlapping of solder joints can be observed. Depending on the adjustment of the welder, it may not be possible to distinguish the substrate from the next solder joint. The appearance and severity of the extrusion are related to the use of additional copper wires. When the welder is well regulated, there may be only a slight bit of internal welds and even extrusions may be eliminated. The degree of extrusion can be measured using a microscope or a magnifying glass, but its acceptable level can also be properly evaluated by carefully examining the cut edges.
Splash: Splash is defined as the overheating of the can's weld area during the welding process, as well as the burr-like metal material flying out of the weld seam, usually located on the two overlapping surfaces of the welded plate. This part due to the joint action of the welding current and the contact resistance leads to concentrated heat generation. If the resistance is too high, the generated heat will cause the welded plate to melt and be extruded as a burr to form a weld spatter. Splashing is usually caused by poor contact between the two lapped surfaces, such as coating, contamination, rust, etc., or poor weld geometry, resulting in uneven welding pressure acting on the lap joints. The burrs formed by splashing must be minimized and avoided, because it is difficult to make up the protection of the weld, and it is an important source of corrosion of the tank wall, and it also directly affects the quality of the weld. The weld burr formed by splashing can be visually confirmed. (Under appropriate light source conditions, it is not necessary to use a microscope or a magnifying glass.)