Gear heat treatment deformation and prevention (2)
Resort Hot Tub,Spa 5 Places,Square Whirlpool,Outdoor Spa SpaRelax Co., Ltd. , https://www.sparelaxoutdoorspa.com
It can be seen from this case that the protection of the top hole with little deformation in the actual carburizing quenching is one of the key factors to ensure the quality of the product, especially for the protection of the tip hole of the hollow shaft with the axial oil hole. To this end, our company's hollow shaft carburizing and quenching tooling has been changed from the original vertical mounting to the top hole through the heat-resistant steel bar 4 points to support the vertical vertical assembly (see Figure 4, Figure 5), to further prevent and reduce the deformation of the top hole. , achieved significant results. 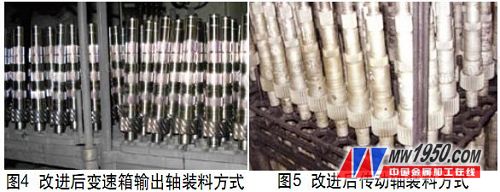
2. Ring gear deformation prevention and control
There are two main types of ring gears in our company: one is “active reduction gears in transmissions†and the other is “bridge bridge teethâ€. The main problems of these two kinds of gears in carburizing and quenching are the end face warping deformation and the positional change of a plurality of threaded holes on the mounting plane, and the latter mainly shows the ellipticality of the inner hole.
Case 3: Main reduction gear deformation control.
In 2003, the first single main reduction gear that our company began to undertake was a foreign trade product. From carburizing and quenching tooling to craftsmanship, we have designed a variety of programs with domestic and foreign experience reports, but the results of trial production are not satisfactory. After summarizing and analyzing the deformation laws of different furnace loading methods, we found a message of near success. The flatness, tooth profile and tooth direction of the stacking are obviously better than other charging methods, but the inner hole ellipticity and inner ring The flatness is out of tolerance, causing the inner ring mounting surface to be worn out and the mounting hole position to be out of tolerance.
Through analysis, it is considered that the inner ring warp and the inner hole ellipse are mainly too small in shape size, and the cooling speed is too fast to cause the phase change to be different, thereby causing macroscopic deformation. Next, it is still unsatisfactory to check the deformation after carburizing and quenching with a φ143mm heat-resistant steel pipe (the size is close to the inner hole of the workpiece). At the same time, it is difficult to clean the inserted steel pipe after carburizing and quenching, and there is no application in engineering. significance. After the gear is stacked and the inner hole of the end face is blocked to reduce the inflow of quenching oil, the test is successful, and the pass rate reaches 100%.
After that, we have adopted a variety of transmission main reduction gears to achieve the desired results. However, we also found that in the actual production of different materials, the hardenability change law is inconsistent, it is necessary to adjust the quenching oil throughput in the inner hole to ensure the deformation consistency.
The method has been promoted to the ideal effect of the direct quenching process of the newly developed pickup truck tooth carburizing. The outer ring beats 0.04mm, the inner ring is 0.06mm, and the inner hole ovality is <0.075mm.
3. Conclusion
Heat treatment deformation is affected by many factors. It is difficult to theoretically carry out effective simulation calculation and control under the existing test conditions of the factory. However, we can analyze and utilize some process test results combined with other people's successful experience to seek some A relatively simple method or measure to reduce the deformation of the process to meet the needs of customers. This can shorten the trial cycle and reduce manufacturing costs. After that, these successful experiences can be sought for theoretical support and sublimation and promotion. Previous page 1 2